 RU
RU EN
EN CN
CN

Benefiting from ultra-low VOC emissions and outstanding color reproducibility, water-based inks have become mainstream printing materials for nonwoven substrates. Nevertheless, nonwovens feature loose fiber structure, strong water absorption and poor surface flatness, which easily trigger printing defects including ink penetration, insufficient adhesion, uneven color density and incomplete ink drying, seriously downgrading product yield and production efficiency.
Targeting these industrial bottlenecks, this paper develops a full-set quality control scheme covering targeted substrate pre-treatment, special ink selection, standardized equipment parameter setup, full-process process management and troubleshooting guidance for typical failures. The optimized system effectively eliminates common printing faults, cuts production waste and provides reliable technical references for high-volume & high-quality nonwoven printing production.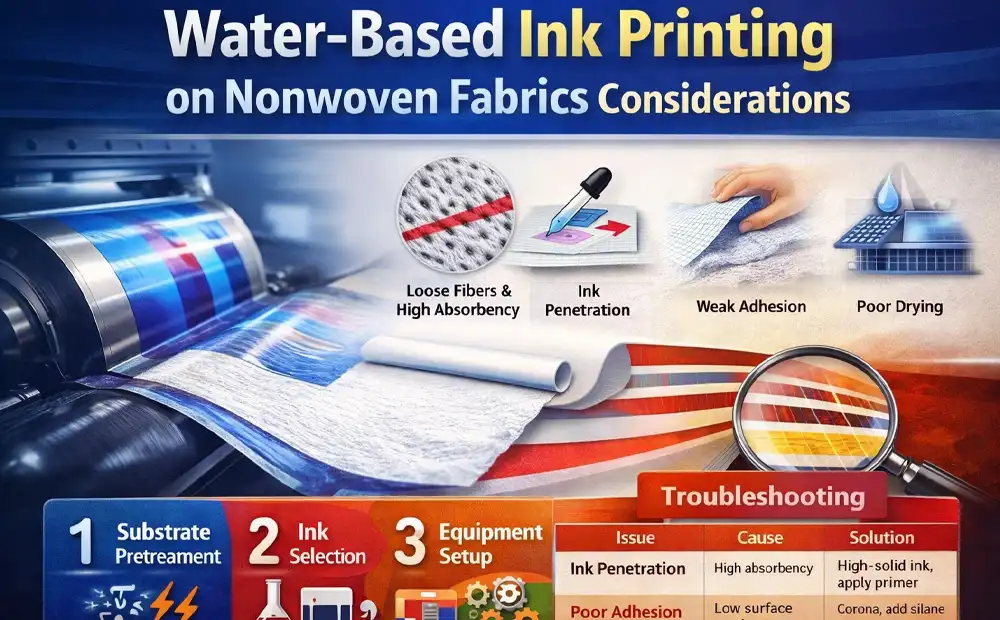
1 Introduction
Escalated environmental regulations and stricter consumer safety requirements have driven the printing industry to upgrade to eco-friendly printing materials. Using water as the primary dispersion medium, water-based inks are low-polluting, non-toxic and safe, well suited for nonwoven goods that come into frequent contact with human bodies and natural environments.
Unlike woven fabrics or paper, nonwovens are bonded by random fibers without interlaced weave structure, leading to high absorbency and inconsistent surface performance. Improper craftsmanship commonly results in high reject rates in mass production. Most manufacturers still rely on empirical operation rather than standardized technical specifications. Hence, establishing a complete process specification matching nonwoven features is critical to stable quality management.
2 Targeted Pre-treatment of Nonwoven Substrates
Substrate pre-treatment is an essential preliminary procedure to avoid printing defects. Surface property, moisture content and cleanliness of various nonwoven types directly govern ink wetting, adhesion and drying effect, so differentiated pre-treatment shall be arranged according to raw material characteristics.
2.1 Differentiated Treatment by Substrate Category
Distinct surface polarity and surface tension across different nonwoven grades dominate ink adhesion and penetration performance. Three mainstream nonwoven types (PP, PET/viscose and SMS composite) are processed as below:
Polypropylene (PP) nonwoven accounts for over 60% market share with original surface tension of 28–30 mN/m, making stable ink adhesion difficult. Corona treatment is mandatory for PP printing to lift surface tension above 38 mN/m. Fine-fiber PP nonwoven with tiny inter-fiber gaps requires double corona treatment to further improve surface activity.
PET and viscose nonwovens feature higher polarity with initial surface tension ≥35 mN/m, exempt from compulsory corona processing. Severe ink penetration caused by loose fiber construction can be solved via water-based sealing primer coating instead of excessive corona which damages fiber integrity.
SMS composite nonwoven consists of spunbond and meltblown layers. The meltblown layer contains ultra-fine dense fibers with strong capillary absorption, prone to ink penetration and strike-through. A layer of water-based sealing primer is recommended before printing to block internal fiber gaps and restrain excessive ink permeation.
2.2 Scientific Control of Substrate Moisture Content
Nonwovens are highly hygroscopic; abnormal moisture serves as a hidden root cause of ink bleeding and unstable adhesion. Excessive moisture (>8%) locally dilutes water-based ink and leads to blurred patterns, color bleeding and weakened bonding strength; over-dried substrate (<3%) increases fiber brittleness and causes wire drawing or web break during high-speed printing.
Standard conditioning: store nonwoven stock for 2–4 hours under constant environment of 20–25°C and 45%–65% RH to reach optimal printing moisture at 4%–6%.
2.3 Surface Contaminant Removal and Static Elimination
Floating fibers and dust accumulated during production and storage block ink-substrate contact and trigger missing print or poor adhesion. Combine brushing and vacuum suction to thoroughly clear surface impurities before printing.
Static electricity builds up sharply during high-speed unwinding and web transportation, resulting in ink flying and register deviation. Install static eliminator 10–15 cm away from running substrate to control static voltage below 500 V for steady printing.
3 Rational Selection and Formulation of Water-Based Printing Inks
General-purpose water-based inks fail to adapt to high absorbency of nonwovens and are the top culprit of penetration and color difference when used for cost reduction. Select exclusive nonwoven inks and proportion functional additives per end-use requirements.
3.1 High-Solid Special Inks for Nonwoven Application
Formulated with modified acrylic resin, dedicated nonwoven inks feature fast film forming, outstanding substrate conformability and superior penetration resistance. Key indicators: solid content ≥45%, viscosity 15–30s (DIN #4 cup, 25°C). Conventional flexo/gravure water-based inks with solid content ≤35% easily cause severe penetration and back-side staining, while high-solid grades rapidly form compact resin film over fiber surface to curb ink seepage and homogenize color presentation.
3.2 Application-Oriented Ink Matching
Select ink grades according to service environment to balance print quality and end performance:
High-gloss inks are preferred for shopping bags and advertising banners, with pigment particle size 0.5–1.5 μm and 60° gloss ≥60 GU for bright full-color appearance.
Inks for food-contact nonwoven such as mask packaging shall comply with FDA 21 CFR 175.300 and EU 10/2011, with VOC ≤10 g/L and heavy metal residue ≤0.1 mg/kg to meet food safety regulations.
3.3 Standard Addition Ratio of Functional Additives
Add additives moderately without destabilizing ink system to avoid demulsification or foaming defects. Dosage specification: penetration inhibitor 1%–2% to plug fiber gaps; silane-based adhesion promoter for PP 2%–3% to enhance ink-fiber bonding; drying accelerator 3%–5% to speed up surface dry; polyether-modified silicone defoamer 0.3%–0.5% to eliminate pinholes and foam marks.
4 Common Printing Defects, Root Causes and Remedial Solutions
| Printing Defect | Cause Analysis | Optimized Countermeasure |
|---|---|---|
| Severe ink penetration & backside strike-through | Low ink solid content, high fiber absorbency, excessive ink transfer volume | Coat water-based sealing primer; switch to high-solid special nonwoven ink; lower anilox cell volume to reduce ink delivery |
| Poor ink adhesion & easy peeling | Inadequate corona treatment without adhesion promoter added | Ensure post-corona surface tension ≥38 mN/m; add silane coupling agent as adhesion booster |
| Uneven color density & local shade difference | Unbalanced substrate moisture, pigment sedimentation from insufficient stirring, unstable ink viscosity | Condition substrate under constant temperature & humidity; fully agitate ink before & during printing; monitor ink viscosity on real-time basis |
| Incomplete drying & sticky printed surface | Insufficient drying temperature, poor air circulation, excessive ink film thickness | Raise drying temperature by 5–10°C; optimize air duct layout; cut single ink transfer volume to thin ink layer |
5 Conclusion
The full-process quality control system summarized in this paper centers on intrinsic nonwoven characteristics, realizing classified substrate pre-treatment, scenario-based special ink selection and standardized equipment parameter management. Strict moisture conditioning, impurity/static removal, scientific additive dosing and targeted fault diagnosis effectively resolve penetration, weak adhesion, uneven color and incomplete drying problems prevailing in the industry. Put into mass production, this optimized process cuts reject ratio and material loss steadily, improves finished print quality and expands market application of eco-friendly water-based printing across nonwoven industry.









